咨询热线: 13823190731
▌ 塑性成形
塑性成形:就是利用材料的塑性,在工具及模具的外力作用下来加工制件的少切削或无切削的工艺方法。它的种类有很多,主要包括锻造、轧制、挤压、拉拔、冲压等。
(1)锻造

锻造:是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。
根据成形机理,锻造可分为自由锻、模锻、碾环、特殊锻造。
自由锻造:一般是在锤锻或者水压机上,利用简单的工具将金属锭或者块料锤成所需要形状和尺寸的加工方法。
模锻:是在模锻锤或者热模锻压力机上利用模具来成形的。
碾环:指通过专用设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件。
特种锻造:包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式,这些方式都比较适用于生产某些特殊形状的零件。

工艺流程:锻坯加热→辊锻备坯→模锻成形→切边→冲孔→矫正→中间检验→锻件热处理→清理→矫正→检查
技术特点:
1、锻件质量比铸件高能承受大的冲击力作用,塑性、韧性和其他方面的力学性能也都比铸件高甚至比轧件高。
2、节约原材料,还能缩短加工工时。
3、生产效率高例。
4、自由锻造适合于单件小批量生产,灵活性比较大。
应用:
大型轧钢机的轧辊、人字齿轮,汽轮发电机组的转子、叶轮、护环,巨大的水压机工作缸和立柱,机车轴,汽车和拖拉机的曲轴、连杆等。
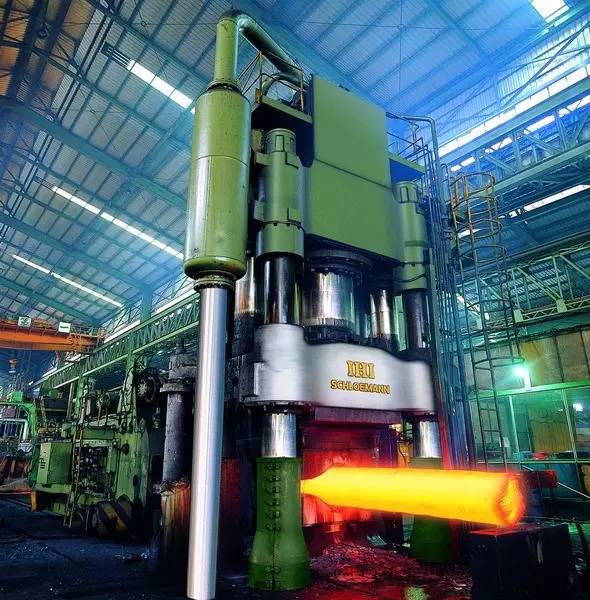
(2)轧制

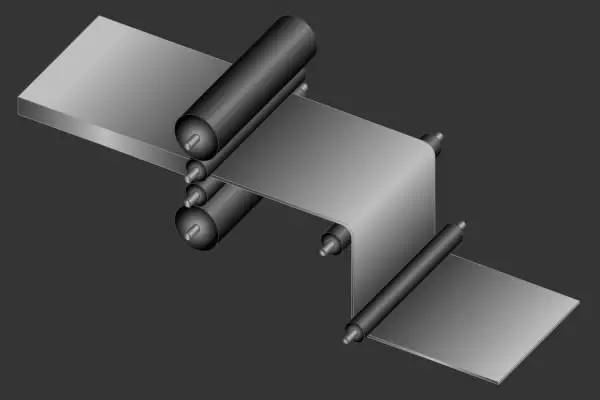
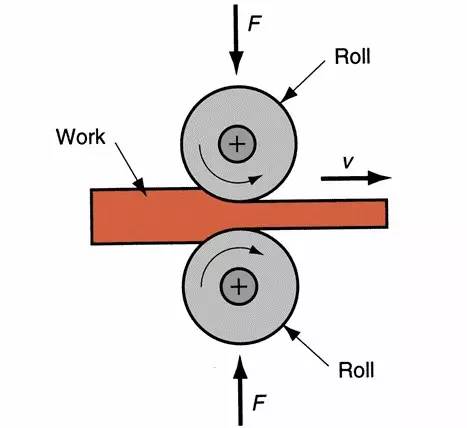
轧制:将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩成型轧制使材料截面减小,长度增加的压力加工方法。
轧制分类:
按轧件运动分有:纵轧、横轧、斜轧。
纵轧:就是金属在两个旋转方向相反的轧辊之间通过,并在其间产生塑性变形的过程。
横轧:轧件变形后运动方向与轧辊轴线方向一致。
斜轧:轧件作螺旋运动,轧件与轧辊轴线非特角。
工艺流程:
应用:
主要用在金属材料型材,板,管材等 ,还有一些非金属材料比如塑料制品及玻璃制品。
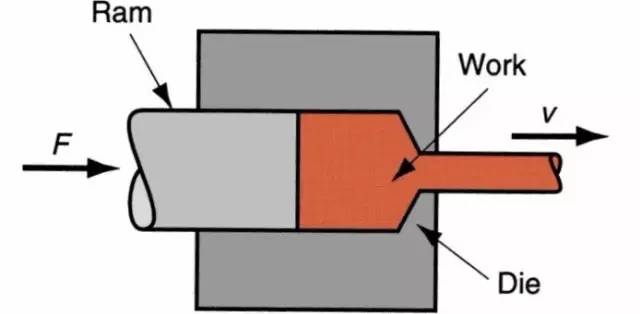
(3)挤压

挤压:坯料在三向不均匀压应力作用下,从模具的孔口或缝隙挤出使之横截面积减小长度增加,成为所需制品的加工方法叫挤压,坯料的这种加工叫挤压成型。
工艺流程:
挤压前准备→铸棒加热→挤压→拉伸扭拧校直→锯切(定尺)→取样检查→人工时效→包装入库
优点:
1、生产范围广,产品规格、品种多;
2、生产灵活性大,适合小批量生产;
3、产品尺寸精度高,表面质量好;
4、设备投资少,厂房面积小,易实现自动化生产。
缺点:
1、几何废料损失大;
2、金属流动不均匀;
3、挤压速度低,辅助时间长;
4、工具损耗大,成本高。
生产适用范围:主要用于制造长杆、深孔、薄壁、异型断面零件。
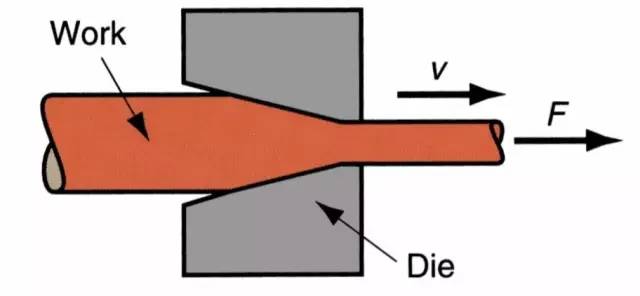
(4)拉拔

拉拔:用外力作用于被拉金属的前端,将金属坯料从小于坯料断面的模孔中拉出,以获得相应的形状和尺寸的制品的一种塑性加工方法。
优点:
1. 尺寸精确,表面光洁;
2. 工具、设备简单;
3. 连续高速生产断面小的长制品。
缺点:
1. 道次变形量与两次退火间的总变形量有限;
2. 长度受限制。
生产适用范围:拉拔是金属管材、棒材、型材及线材的主要加工方法。
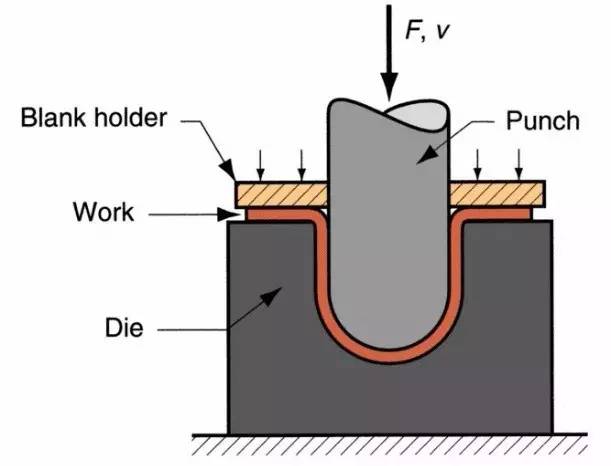
(5)冲压

冲压:是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
技术特点:
1、可得到轻量、高刚性之制品。
2、生产性良好,适合大量生产、成本低。
3、可得到品质均一的制品。,
4、材料利用率高、剪切性及回收性良好 。
适用范围:
全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
▌ 机加工

机加工:是在在零件生产过程中,直接用刀具在毛坯上切除多余金属层厚度,使之或者图纸要求的尺寸精度、形状和位置相互精度、表面质量等技术要求的加工过程。
常用机加工方法:

▌ 焊接

焊接:也称作熔接,镕接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
焊接分类:


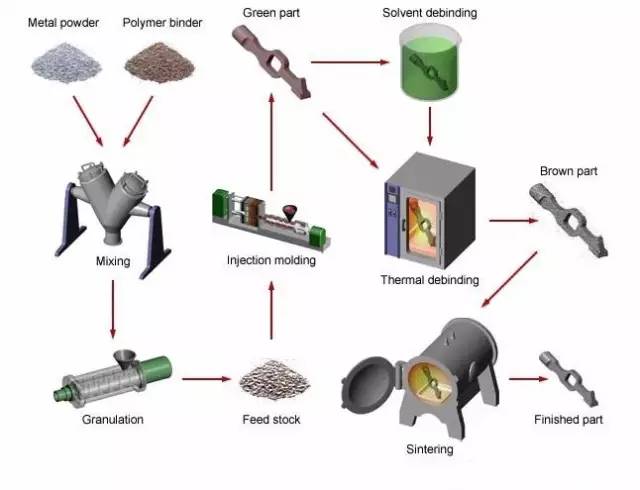
▌ 粉末冶金

粉末冶金:是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。
工艺基本流程:

优点:
1、绝大多数难熔金属及其化合物、假合金、多孔材料只能用粉末冶金方法来制造。
2、节约金属,降低产品成本。
3、不会给材料任何污染,有可能制取高纯度的材料。
4、粉末冶金法能保证材料成分配比的正确性和均匀性。
5、粉末冶金适宜于生产同一形状而数量多的产品,能大大降低生产成本。
缺点:
1、在没有批量的情况下要考虑 零件的大小。
2、模具费用相对来说要高出铸造模具。
生产适用范围:
粉末冶金技术可以直接制成多孔、半致密或全致密材料和制品,如含油轴承、齿轮、凸轮、导杆、刀具等。
▌ 金属注射成型

MIM (Metal injection Molding ):是金属注射成形的简称。是将金属粉末与其粘结剂的增塑混合料注射于模型中的成形方法。它是先将所选粉末与粘结剂进行混合,然后将混合料进行制粒再注射成形所需要的形状。
MIM工艺流程:
MIM流程分为四个独特加工步骤(混合、成型、脱脂和烧结)来实现零部件的生产,针对产品特性决定是否需要进行表面处理。
技术特点:
1、一次成型负责零件;
2、制件表面质量好、废品率低、生产效率高、易于实现自动化;
3、对模具材料要求低。
技术核心:
粘接剂是MIM技术的核心只有加入一定量的粘接剂,粉末才具有增强流动性以适合注射成型和维持坯块的基本形状。
▌ 金属半固态成型
半固态成型:利用非枝晶半固态金属(Semi-SolidMetals,简称SSM)独有的流变性和搅熔性来控制铸件的质量。
半固态成型可分为流变成型和触变成型。
(1)流变成型(Rheoforming)
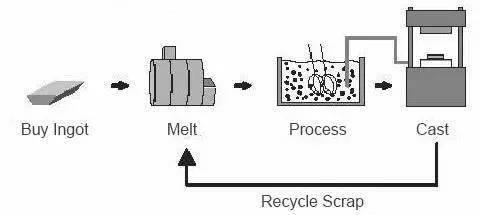
Rheo casting process
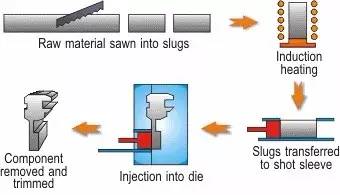
(2)触变成型(Thixoforming)
技术特点:
1、减少液态成型缺陷,显著提高质量和可靠性;
2、成型温度比全液态成型温度低,大大减少对模具的热冲击;
3、能制造常规液态成型方法不可能制造的合金;
应用:
目前已成功用于主缸、转向系统零件、摇臂、发动机活塞、轮毂、传动系统零件、燃油系统零件和空调零件等制造等航空、电子以及消费品等方面。
▌ 3D打印
3D打印:是快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
3D打印技术比较:

